Почти все САПР позволяют пользователю добавлять к размерам допуска. Допуска характеризуют конструкторские или технологические особенности изготовления и работы детали, но кроме как простыми текстовыми примечаниями не являются. Такие «неинтеллигентные» допуска не несут в себе никакой дополнительной функциональности и, таким образом, не могут участвовать в решении задач автоматизированного пересчета размеров с учетом допусков.
При построении трехмерной модели в Pro/ENGINEER конструктор имеет возможность назначать размеры с допусками. Эти допуска могут отображаться как в окне трехмерной модели, так и в рисунке, полученном с этой модели. Кроме того, эти допуска могут влиять на номинальное значение размера и, следовательно, повышают эффективность анализа детали, например, в составе сборки или при составлении карты обработки поверхности. Рассмотрим это в следующем уроке.
Назначение Допусков на Размеры Детали
Все компоненты Pro/ENGINEER создаются по номинальным значениям. Номинальные значения представляют идеальный размер, назначенный конструктором. Однако, в процессе изготовления детали такие размеры не могут быть выдержаны точно. Процесс производства требует задания диапазона, в пределах которого гарантируется размер. Если диапазон мал, то его обеспечение требует дорогого высокоточного оборудования, высококвалифицированных рабочих и сложной технологии изготовления. Поэтому жесткие допуска следует назначать там, где они необходимы. В задачу конструктора входит определение того, какому размеру назначить требуемый допуск, чтобы деталь отвечала своей функции.
По умолчанию, все размеры, созданные в Pro/ENGINEER, получают свои допуска. Для их отображения включите опцию DIMENSION TOLERANCES в выпадающем меню UTILITIES => ENVIRONMENT. Теперь каждый размер отображается с допуском. Кроме того, в нижнем правом углу отображаются допуска по умолчанию.
X.X +- 0.1
X.XX +-0.01
X.XXX +-0.001
ANG +-0.5
Из вышеприведенных значений видно, что точность допуска зависит от количества знаков размера после запятой. Количество знаков по умолчанию определяется в режиме эскизирования UTILITIES => SKETCHER PREFERENCES в закладке PARAMETERS в зоне NUMBER OF DIGITS. Значения, показанные выше, могут быть изменены, используя команду MODIFY в меню PART. Изменения воздействуют только на последующие размеры. Ранее созданные размеры сохранят свои допуска.
Урок
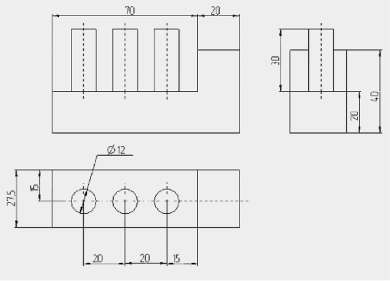
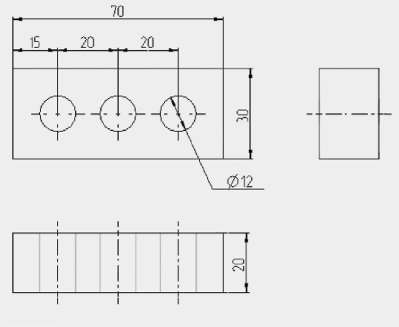
Две детали, показанные на Рис.1 и Рис.2, предназначены для сборки вместе. Создайте и сохраните их в файлах tol1 и tol2. Создайте их самостоятельно по указанным размерам.
Рисунок 1: Компонент TOL1
Рисунок 2: Компонент TOL2
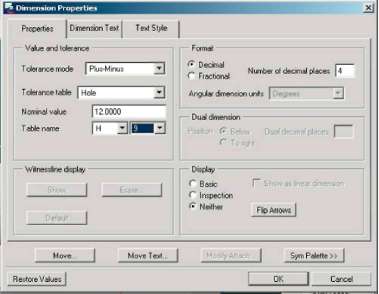
В дальнейших операциях будем использовать посадку H9e9. В соответствии с этой посадкой вал диаметром 12мм имеет поле допуска от -0.032 до -0.075, а отверстие от +0.000 до +0.043. Изменим допуск этого диаметра. В детали TOL1 выберите MODIFY | DIMENSION, щелкните по валу, выберите D12 и щелкните по DONE. В появившемся диалоговом окне DIMENSION PROPERTIES установите значения в соответствии с Рис.3.
Рисунок 3: Деталь TOL1, Параметры для 012
После нажатиядиаметр должен отображаться следующим образом
Выполните аналогичную операцию с отверстием в детали TOL2, только выберите SHAFT и квалитет е9.
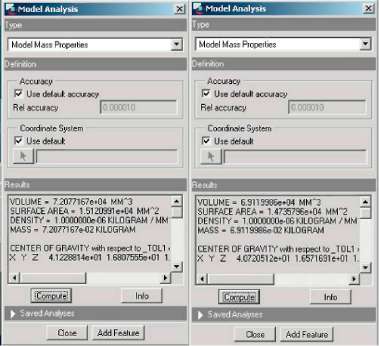
В качестве проверки работоспособности системы допусков Pro/ENGINEER рассчитаем объем детали при максимальном и минимальном значении допусков. Вызовите деталь TOL1 и выполните команду PART => SETUP => DIM BOUND => SET ALL => UPPER => DONE. Обратите внимание, что условие максимума материалов (UPPER) устанавливается именно для детали TOL1. Если деталь имеет отверстие, то для нее следует установить условие минимума материала. В выпадающем меню выберите команду ANALYSIS => MODEL ANALYSIS и в выпадающем списке диалогового окна MODEL ANALYSIS выберите Model Mass Properties и. Объем детали составит
72 077 мм3. Теперь пересчитаем объем детали при условии минимума материала. Закройте диалоговое окно и выполните команду PART => SETUP => DIM BOUND => SET ALL => LOWER => DONE. Объем составит 69 119 мм3. Разница в объемах - 2 958 мм3.
Для следующей операции нам потребуется установить значение размера по середине поля допуска. Используйте PART => SETUP => DIM BOUND => SET ALL => MIDDLE => DONE для обоих деталей. После чего сохраните их.
Рисунок 4: Расчет Масс-Инерционных Характеристик
Анализ Сборки с Учетом Допусков
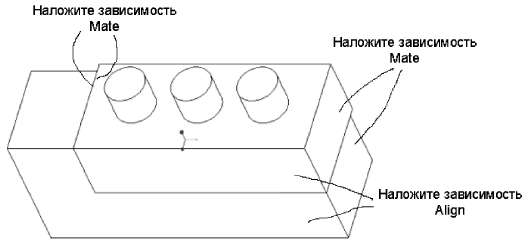
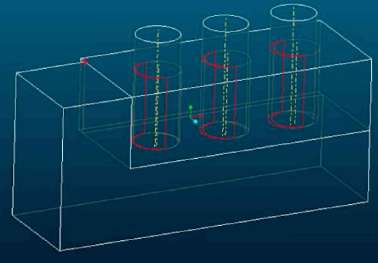
Настало время собрать обе детали в сборку и проанализировать ее поведение при пересчете с условиями максимума/минимума материалов. Новую сборку назовите tol. Используйте tol1 в качестве первого компонента. На второй компонент tol2 наложите три зависимости в соответствии с Рис.5.
Рисунок 5: Зависимости, Наложенные на Сборку
Сложности при сборке компонентов возникают, когда размеры сопрягаемых деталей имеют предельные значения. Pro/ENGINEER может вычислять взаимопроникновение одной детали в другую при сборке. Выполните команду ANALYSIS => MODEL ANALYSIS и выберите тип анализа PAIRS CLEARANCE. Щелкните по обоим деталям. Pro/ENGINEER показывает нулевое взаимопроникновение, потому что размеры обоих деталей имеют значения в середине поля допуска. Найдем зазор между штифтом и отверстием. Выполните уже знакомую нам команду ANALYSIS => MODEL ANALYSIS и тип анализа PAIRS CLEARANCE, но в качестве элементов анализа выберите SURFACE в выпадающих списках From и To. Используя QUERY SELECT, укажите поверхность
отверстия, затем нажмите DONE SEL и укажите поверхность штифта. Нажмите |Compute|. Pro/ENGINEER показывает зазор 0.0374963. Проверим собственным расчетом:
Диаметр штифта в середине поля допуска (11.925 + 11.968)/2 = 11.9465 мм.
Диаметр отверстия в середине поля допуска (12.000 + 12.043)/2 = 12.0215 мм.
Зазор (12.0215 - 11.9465)/2 = 0,0375 мм.
Если Pro/ENGINEER показывает другую цифру, откройте каждую деталь и установите ее размеры в середину поля допуска PART => SETUP => DIM BOUND => SET ALL => MIDDLE => DONE.
Остается невыясненным вопрос, как будут собираться детали, если их размеры будут лежать на границе поля допуска. Наихудшим случаем является, когда диаметр вала максимален, а диаметр отверстия минимален. Кроме того, расстояние между валами минимально, а расстояние между отверстиями - максимально (или наоборот). Создадим эти условия. Выполните команду ASSEMBLY => SETUP => DIM BOUND => SET SELECTED => LOWER и щелкните по любому штифту детали tol1. Появляются размеры, характеризующие расстояние между штифтами и диаметр. Щелкните по межцентровым расстояниям 15, 20, 20 и нажмите DONE. Размеры принимают белый цвет, означающий минимальное значение. Выполните аналогичную команду, но с опцией UPPER для диаметра штифтов. Размер принимает серый цвет, означающий максимальное значение.
Далее выполните эту процедуру для детали tol2. Установите расстояние между отверстиями в максимальное значение (UPPER), а диаметр отверстий в минимальное значение (LOWER). При выборе элементов детали tol2 используйте QUERY SELECT.
Теперь, когда размеры деталей установлены в граничные положения, снова проверим взаимопроникновение одной детали в другую. Выполните команду ANALYSIS => MODEL ANALYSIS и выберите тип анализа PAIRS CLEARANCE. Pro/ENGINEER
показывает взаимопроникновение деталей с общим объемом 556.66 мм (Рис.6). Очевидно, что допуска на детали наложены неправильно и сборка в некоторых случаях может не собраться. Для обеспечения гарантированной собираемости сборки можно уменьшить допуск на межосевое расстояние между отверстиями, но это приведет к увеличению стоимости изготовления. Существует ли альтернатива?
Рисунок 6: Взаимопроникновение Деталей
Из Рис.6 видно, что взаимопроникновение деталей происходит на последних двух штифтах, причем на последнем штифте оно больше. Эта проблема в производстве называется накопленный допуск (tolerance stack up). Изучите Рис.7, на котором показаны две альтернативные схемы образмеривания.
На первый взгляд, эти две схемы приводят к одинаковому результату, но это только до тех пор, пока мы не станем рассматривать допуски. Если все размеры имеют допуск +/- 0.01, то при схеме «Образмеривание Цепочкой» расстояние до центра крайнего правого штифта составит 55 +/- 0.03. В то время как при схеме «Образмеривание От Базовой Линии», расстояние до центра крайнего правого штифта составит 55 +/- 0.01. Таким образом, путем только изменения схемы образмеривания мы добились увеличения точности в три раза без ужесточения допусков и повышения стоимости изготовления. В большинстве случаев для достижения большей точности должна использоваться схема «Образмеривание От Базовой Линии». Исключение составляют случаи, когда необходимо точно задать межосевое расстояние. В этих случаях используют схему «Образмеривание Цепочкой».
Рисунок 7: Альтернативные Схемы Образмеривания
Теперь самостоятельно проделайте следующую работу. Поочередно откройте детали tol1 и tol 2. Измените схему образмеривания отверстий и штифтов на схему «От Базовой Линии» и еще раз проверьте взаимопроникновение деталей. Если все сделано правильно, сборка должна собираться при любых крайних значениях допусков.